技術分享

為什麼壓克力需要表面處理?

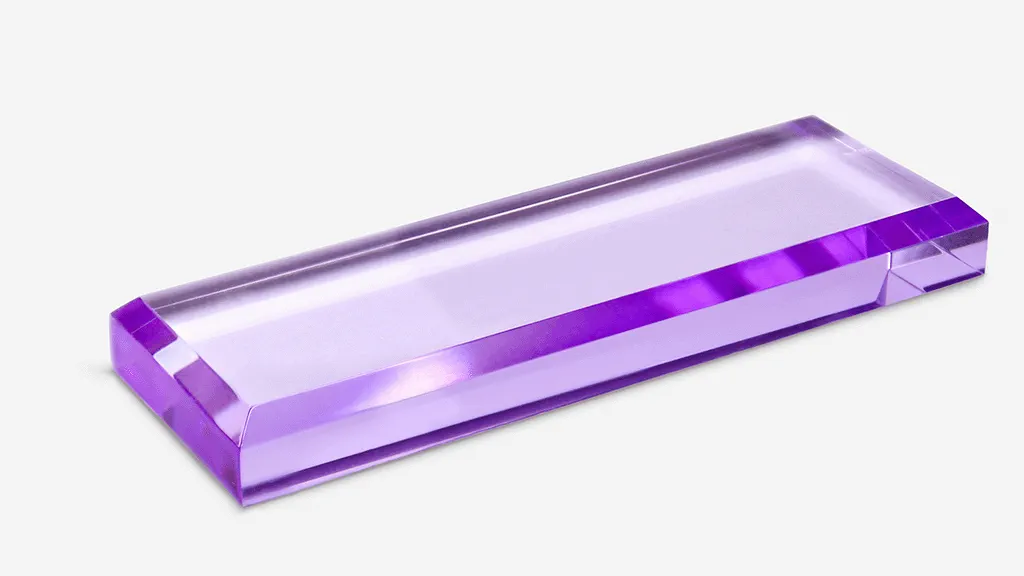
表面處理是一種讓壓克力外觀更光滑、更亮麗的加工方式。倒角或噴砂等處理方式也能提升壓克力的質感與價值。
壓克力裁切後的切面可能會呈現霧面或粗糙狀態。透過拋光可讓表面光滑發亮;而邊緣則可透過修邊與倒角,保護鋒利邊角。
拋光
鑽石拋光

鑽石拋光是使用高速旋轉的鑽石刀,可用於平面或傾斜面,但不適合圓角。

火焰拋光

火焰拋光是使用氫氣火焰將壓克力表面加熱,使其融化並變得光滑有光澤。首先需先打磨表面,再進行火焰拋光。溫度約為 800°C 至 2800°C。火焰移動越慢,表面越光滑,但也容易過熱或產生氣泡。火焰拋光適合小範圍或難以接觸的位置,如摺角、孔洞、邊角等。

布輪拋光

布輪拋光需搭配拋光膏使用,能讓表面光滑,但不適合形狀複雜或內凹的物件。

修邊

修邊是使用陶瓷刀具修整尖銳邊角,使其更平滑。

倒角
倒角是將邊角切成 45 度,讓邊緣看起來更美觀並具有功能性,也可避免邊角太銳利。

噴砂
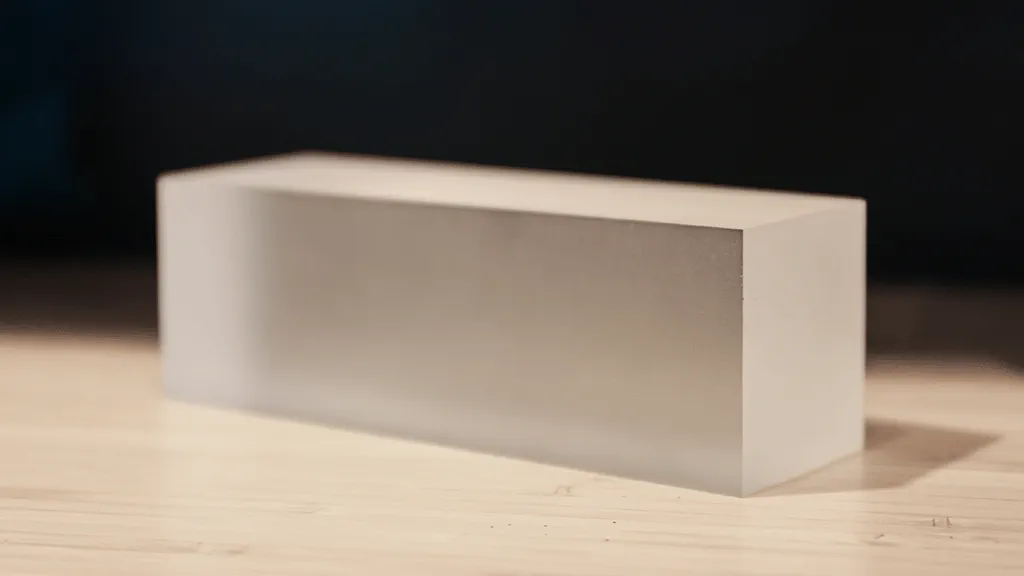
噴砂是使用微粒打磨壓克力表面,使表面產生細微痕跡並呈現霧面效果。

黏合
溶劑型膠水:MEK

MEK 會溶解兩塊壓克力的接觸面,待溶劑揮發後自然凝固,但乾燥時間較長。任何顏色的壓克力都可使用,但較適合薄板。容易產生膠痕與氣泡,不適合用於高品質產品。

UV 膠水

UV 膠適用於透明壓克力,因紫外線能穿透壓克力。固化速度快,附著力強(達 100kgf/cm²)。適合 45 度斜角、薄板與厚板(10mm),不產生膠痕與氣泡,非常適合高品質製品。

熱彎

使用加熱線將壓克力加熱至約 160°C,趁未冷卻前進行彎折。
